








Nos procédés de fabrication

Polissage
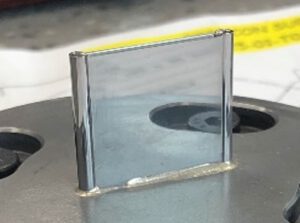
Notre service polissage dispose de différentes façons de polir les pièces. Notre procédé appelé « Geo Gleiss », se résume par des mouvements lisses et sans friction avec une distorsion géométrique minimale.
Une étiquette Geo Gleiss sur une boite d’emballage garantit une partie géométriquement parfaite avec une finition poli-miroir. Un atout de performance pour vos outillages.
Nos techniciens hautement qualifiés possèdent toutes les compétences pour assurer la finition parfaite des outils. Tous les outils peuvent être finis par des processus automatiques conçus sur mesure. Cela garantit que notre produit a une finition de qualité tout en maintenant un prix compétitif.
Nos techniciens travaillent en étroite collaboration avec le département de métrologie en utilisant des techniques de numérisation et 3D pour assurer une faible variabilité de nos outils.
Si spécifié, vous recevrez nos outils, matrices et poinçons avec une friction ultra-faible. Cela équivaut à la finition de surface <Ra0,05 mm.
Le polissage de haute qualité poli-miroir n’altère pas la perfection géométrique de la pièce. Résultat : pas de bavure et réduction de la fréquence de nettoyage.
Etat de surface avec Geo-Gleiss
Geo-Gleiss : à la pointe de la précision, SUMCA a la possibilité de fournir les meilleures finitions de surface. Objectif : atteindre <20 nanomètres, une faible friction avec une précision absolue. Le processus est soigneusement contrôlé par nos professionnels qui ont les outils de mesure et l’expérience pour détecter les problèmes. En fonction des exigences clients, nous garantissons les arêtes vives ou cassage des angles. L’efficacité est dans les détails, nous sommes ici pour discuter de la finition de votre processus.







Rectification
La production des pièces nécessitera généralement une opération de rectification. Que ce soit pour préparer l’outil pour une finition de précision ou en dernière opération pour terminer une caractéristique critique. Cela nous permet de préparer une surface de référence simple à travers des formes évolutives complexes.
Nous offrons une grande variété de rectification de surface : plane, cylindrique et coordonnées à commandes numériques. Les écarts géométriques sont inférieurs à 2 microns (<0,002 mm) avec une finition miroir à faible distorsion Ra <0,05 mm.
Nous sommes capables de rectifier du carbure (métal dur), HSS trempé et l’acier fritté en pièce unitaire ou petite et moyenne série.
L’atelier de rectification est climatisé et la température des fluides de coupe est maintenue constante. Les techniciens sont polyvalents.





Ils nous font confiance

